
CAD/CAM
CAD ist die englische Abkürzung für „Computer-Aided Design“, CAM steht für „Computer-Aided Manufacturing“. Im Deutschen bedeutet dies „rechnergestütztes Konstruieren “ bzw. „rechnergestützte Herstellung“. Im Allgemeinen beschreibt CAD/CAM den Vorgang, bei dem das auf Computern entwickelte Entwurfsmodell direkt elektronisch an die Fertigung übermittelt wird. Umgekehrt fließen auch Fragestellungen der Fertigung und der Funktion, zum Beispiel durch Simulation, direkt in den Entwurfsprozess mit ein. Die digital erstellten Entwurfsdaten werden in hochmodernen computergestützten Maschinen direkt zur Herstellung des Werkstückes verwertet. Ein umständliches Produktionsverfahren über beispielsweise im Vorfeld angefertigte Prototypformen oder individuelle Presswerkzeuge entfällt.
Wir arbeiten mit diesen CAM-Maschinen:
- Frästechnik: WISSNER GAMMA 202
- Lichtoptische Scanner: SCHÜTZ, TIZIAN SMART SCAN und KAVO, EVEREST SCAN PRO
- Kontaktscan: RENISHAW DS 10
- 3D-Druck:
- 3D- Stereolithografie-Druck: FORMLAB FORM 2
- 3D-Filament-Druck: 3D-AGENCY AGENCY ONE
3D-Druck, allgemeine Definition
Der 3D-Druck gilt als Oberbegriff für Rapid Prototyping Herstellungsverfahren. Sie sind aufbauender Natur, nicht abtragender wie zum Beispiel in der Frästechnik! In der Zahntechnik stehen diese Verfahren jedoch erst an den Anfängen. Zu unterscheiden ist zwischen dem Druck kunststoffbasierter Polymerharze sowie dem Druck von Metalllegierungen, dem Laser-Melting-Verfahren. Bisher werden in erster Linie Hilfsteile und Komponenten zur Herstellung von Zahnersatz angefertigt. Hierzu gehören z.B. Zahnmodelle, Zahnstümpfe, Implantat-Bohrschablonen, Aufbissbehelfe, Individuelle Abformlöffel etc. Diese bestehen aus lichthärtenden Polymerharzen. Im Laser-Melting-Verfahren können Halbfertigprodukte für Kronen und Brückengerüste aus Nichtedelmetalllegierungen hergestellt werden.
Nicht jeder Druck ist sinnvoll, wenn er auch qualitativ hochwertiger gefräst werden könnte.
Als besonderes Alleinstellungsmerkmal der Pharao Dentaltechnik GmbH gilt der 3D-Druck dimensionsstabiler Kunststoffstümpfe, die innerhalb der Meistermodelle für Kombinationsarbeiten verwendet werden.
Das Drucken von individuellen Abdrucklöffeln ist ein weiteres Novum in unserem Dentallabor!
Gedruckten Zahnersatz gibt es bisher mit Ausnahme von Laser-Melting-gefertigter Kronen- und Brückengerüste nicht! Dies liegt am Mangel dauerhaft mundverträglicher Polymerharze, die auch den ästhetischen und funktionalen Erfordernissen genügen müssen. Allein ein Material nimmt für sich in Anspruch, für Anwendungen als Aufbissschiene (Knirscherschiene) dauerhaft freigegeben zu sein. Wir sind bereits in der Erprobung (Stand 2017)! Mit weitreichenden Innovationen auf dem Materialsektor ist in den nächsten zehn Jahren zu rechnen.
Frästechnik: Wissner Gamma 202
Die Wissner GAMMA 202 ist bewährter deutscher Maschinenbau. Die Portalständerbauweise baut für eine Industriefräsmaschine dieser Leistungsfähigkeit extrem kompakt, verleugnet aber nicht ihre Herkunft. Mithilfe des zugehörigen Materialwechslers sind Fräsgänge auch über Nacht möglich. Die Maschine greift dann automatisch auf den angeforderten Job aus der Datenbank zu und lädt das gewünschte Material aus dem Materialwechsler, dem sogenannten Loader. Somit können unzählige Jobs automatisch nacheinander abgearbeitet werden.
Für ein einzelnes Werkstück fordert die Fräsanlage nacheinander bis zu fünf verschiedene Fräswerkzeuge an. Diese Vorgänge sind programmiert und in den einzelnen Jobs innerhalb der festgelegten Frässtrategien gespeichert.
Die komplette Portalkonstruktion der Maschine inklusive der Seitenteile, dem Maschinenbett und der Traverse ist als Monoblock in einem Stück gefertigt. Damit trägt sie einen massiven Maschinenkörper, der sicher gegen Vibrationen geschützt ist. Deshalb können wir auch filigranste und passgenaueste Fräsungen durchführen. Für die unterschiedlichsten Anwendungen kann entweder trocken oder nass mit Kühl-Schmiermittel gefräst werden. Bei Zirkondioxid bevorzugen wir die Trockenbearbeitung. Stahl, Titan, Kunststoff, Glaskeramik und selbst Wachs wird unter einer Flüssigkeitsglocke gefräst bzw. geschliffen. Selbstverständlich werden sämtliche Fräsvorgänge im 5-Achs-Betrieb ausgeführt. Fallabhängig und bestimmt von der effektivsten Frässtrategie für den jeweiligen Fräszyklus, geschieht dies im 5-Achs-Simultan- oder 3-plus-2-Betrieb. Somit stellen auch untersichgehende Bereiche oder Divergenzen kein Problem für die Bearbeitung dar!

Schleifmaschine
In Kürze stellen wir hier unsere neue Schleifmaschine vor. Seien Sie gespannt!
Das Grundprinzip des 3D-Scanners
Schütz Tizian Smart Scan
Fast allen 3D-Dentalscannern liegt dasselbe Prinzip zugrunde. Ein 3D-Scanner besteht im Wesentlichen aus einer Lichtquelle, einer oder mehreren Kameras und einem Bewegungssystem, das mehrere Achsen für die Positionierung des gescannten Objekts gegenüber der Lichtquelle und den Kameras unterstützt. Die Lichtquelle projiziert scharfe Linien auf die Oberfläche des Objekts, und die Kameras nehmen Bilder von diesen Linien auf. Anhand des bekannten Winkels und Abstands zwischen Kamera und Lichtquelle können die 3D-Positionen, an denen das Licht reflektiert wurde, durch Trigonometrie berechnet werden.

Taktiler Scanner: Renishaw DS 10
Die Präzision des taktilen Scans ist einzigartig. Der taktile Scanner DS10 der Firma Renishaw ist derzeit das einzige System am Markt, das nach internationalen Normen der Messtechnik zertifiziert ist (ISO 10360-4). Die Ergebnisse seiner bestechenden Präzision werden gerade bei Teleskop-, Abutment-oder Klebebasisarbeiten sichtbar. Das patentierte direkte taktile Spiralabtastverfahren gibt die exakte Oberfläche der Teleskope wieder, welche mit dem Meistermodell zusammengeführt werden kann. Hierbei muss nicht mehr mit Aufmaß oder Scan-Hilfsmitteln wie Puder gearbeitet werden, die das Ergebnis verfälschen könnten.
Damit wird die bestmögliche Passung, Friktion und Position für die Arbeiten an den Primär- und Sekundärteilen erreicht. Auch im Bereich Implantat und Suprakonstruktionen kommt es auf hohe Präzision an. Spätere Ungenauigkeiten und Spannungen werden durch das sichere taktile Antasten im Vorfeld schon vermieden. Das DS10-System gibt die Position und Ausrichtung der Implantate genauestens wieder. (Quelle: Fa. Renishaw)

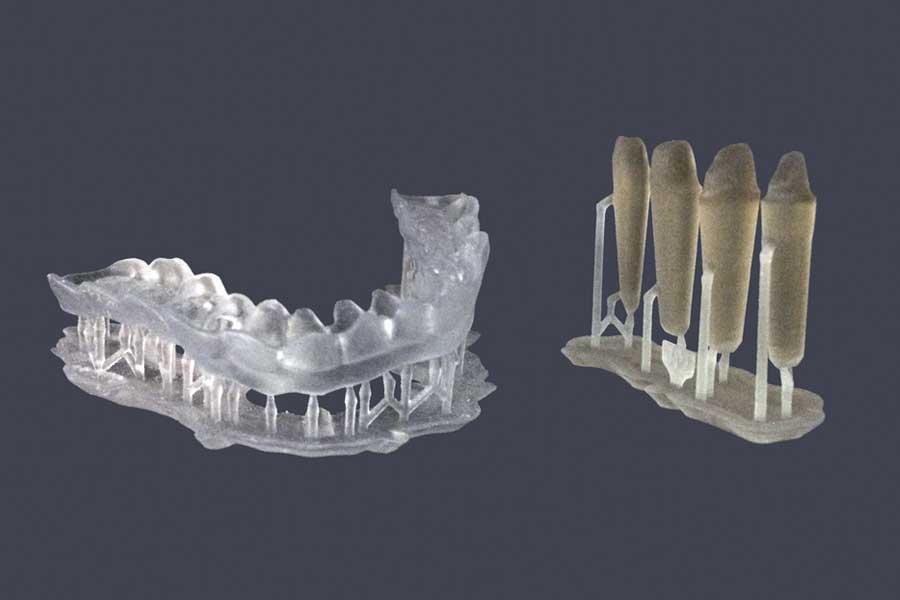
3D-Druck-Stereolithographie: Formlab Form 2
Ein lichtaushärtender Kunststoff (Photopolymer), zum Beispiel Acryl-, Epoxid- oder Vinylesterharz, wird von einem Laser in dünnen Schichten (Standardschichtstärke im Bereich 0,05–0,25 mm, bei Mikrostereolithografie auch bis zu 1-Mikrometer-Schichten) ausgehärtet. Die Prozedur geschieht in einem Bad, das mit den Basismonomeren des lichtempfindlichen (photosensitiven) Kunststoffes gefüllt ist. Nach jedem Schritt wird das Werkstück einige Millimeter in die Flüssigkeit abgesenkt und auf eine Position zurückgefahren, die um den Betrag einer Schichtstärke unter der vorherigen liegt. Der flüssige Kunststoff über dem Teil wird dann durch einen Wischer bzw. Rakel gleichmäßig verteilt.
Dann fährt ein Laser, der von einem Computer über bewegliche Spiegel gesteuert wird, auf der neuen Schicht über die Flächen, die ausgehärtet werden sollen. Nach dem Aushärten erfolgt der nächste Schritt, sodass nach und nach ein dreidimensionales Modell entsteht.
Bei Stereolithografieverfahren für große Bauteile ist das vom Laser gehärtete Harz noch relativ weich, dafür ist es wichtig, die Formelemente während des Bauprozesses sicher zu fixieren. Deshalb werden bei der Herstellung Stützstrukturen mitgebaut. Nach dem Bauprozess wird die Plattform mit dem/den Teil(en) aus dem Behälter herausgefahren. Nach dem Abtropfen des nicht gehärteten Harzes wird das Modell von der Plattform entfernt, von den Stützstrukturen befreit, mit Lösungsmitteln gewaschen und in einem Schrank unter UV-Licht vollständig ausgehärtet. (Quelle: Wikipedia)

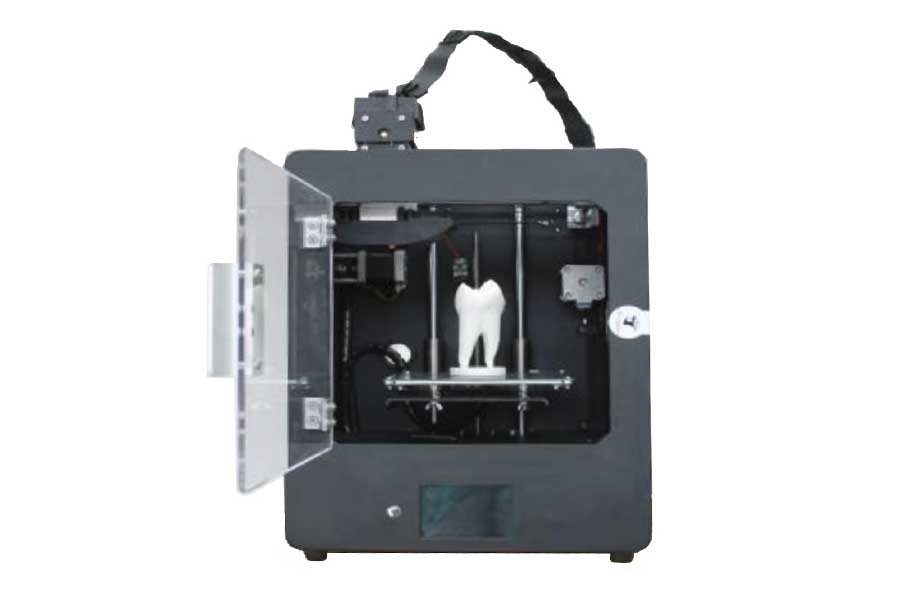
Filament-Druck: 3D Agency Agency One
Fused Filament Fabrication (FFF)
Im „Schmelzschicht“-Verfahren wird zunächst, ähnlich wie bei einem normalen Drucker, ein Raster von Punkten auf eine Fläche aufgetragen. Erzeugt werden die Punkte dabei durch die Verflüssigung eines drahtförmigen Kunststoff- oder Wachsmaterials durch Erwärmung, der Aufbringung durch Extrudieren mittels einer Düse sowie einer anschließenden Erhärtung durch Abkühlung an der gewünschten Position in einem Raster der Arbeitsebene. Der Aufbau eines Körpers erfolgt üblicherweise, indem wiederholt jeweils zeilenweise eine Arbeitsebene abgefahren und dann die Arbeitsebene „stapelnd“ nach oben verschoben wird, sodass eine Form schichtweise entsteht.
Die Schichtdicken liegen je nach Anwendungsfall zwischen 0,025 und 1,25 mm. Üblicherweise können Vollkörper und Hohlkörper gefertigt werden. Die herstellbaren Wandstärken bei einem Hohlkörper sind jedoch verfahrensbedingt, je nach 3D-Drucker, beschränkt – zum Beispiel auf mindestens 0,2 mm.
Bei der schichtweisen Modellherstellung verbinden sich damit die einzelnen Schichten zu einem komplexen Teil. (Quelle: Wikipedia)
Laserschweißen: Dentaurum DL 3000
Das Laserschweißverfahren wird zum Fügen metallischer Anteile am Zahnersatz genutzt. Es ersetzt die seit Jahrzehnten bzw. Jahrhunderten gebräuchlichen Lötverfahren. Beim Löten werden niedrigschmelzende Lote verwendet, die aus heutiger Sicht als medizinisch bedenklich einzustufen sind. Verfahrensbeschreibung: Die Laserstrahlung wird mittels einer Optik fokussiert. Die Werkstückoberfläche der Stoßkante, also der Fügestoß der zu verschweißenden Bauteile, befindet sich in der unmittelbaren Nähe des Fokus der Optik (im Brennfleck). Die Lage des Fokus relativ zur Werkstückoberfläche (oberhalb oder unterhalb) ist ein wichtiger Schweißparameter und legt auch die Einschweißtiefe fest.
Der Brennfleck besitzt typische Durchmesser von einigen Zehntel Millimetern, wodurch sehr hohe Energiekonzentrationen entstehen, wenn der eingesetzte Laser die typischen Leistungen von einigen Kilowatt Laserleistung besitzt. Durch Absorption der Laserleistung erfolgt auf der Werkstückoberfläche ein extrem schneller Anstieg der Temperatur über die Schmelztemperatur von dem Metall hinaus, sodass sich eine Schmelze bildet. Durch die hohe Abkühlgeschwindigkeit der Schweißnaht wird diese je nach Werkstoff sehr hart und verliert in der Regel an Zähigkeit. Um die Schweißstelle vor Oxidation zu schützen, wird sie ständig mit hochreinem Argon umspült (1 l/min), das schwerer als Luft ist und somit Sauerstoff verdrängt. Die Reinheit des Argon-Gases sollte mindestens 4.6 (99,996 %) betragen. (Quelle: Wikipedia)
